Längen- Dicken- Rauhigkeitsmessung - Aufbau u. Versuchsdurchführung
Induktive und pneumatische Längenmessung:
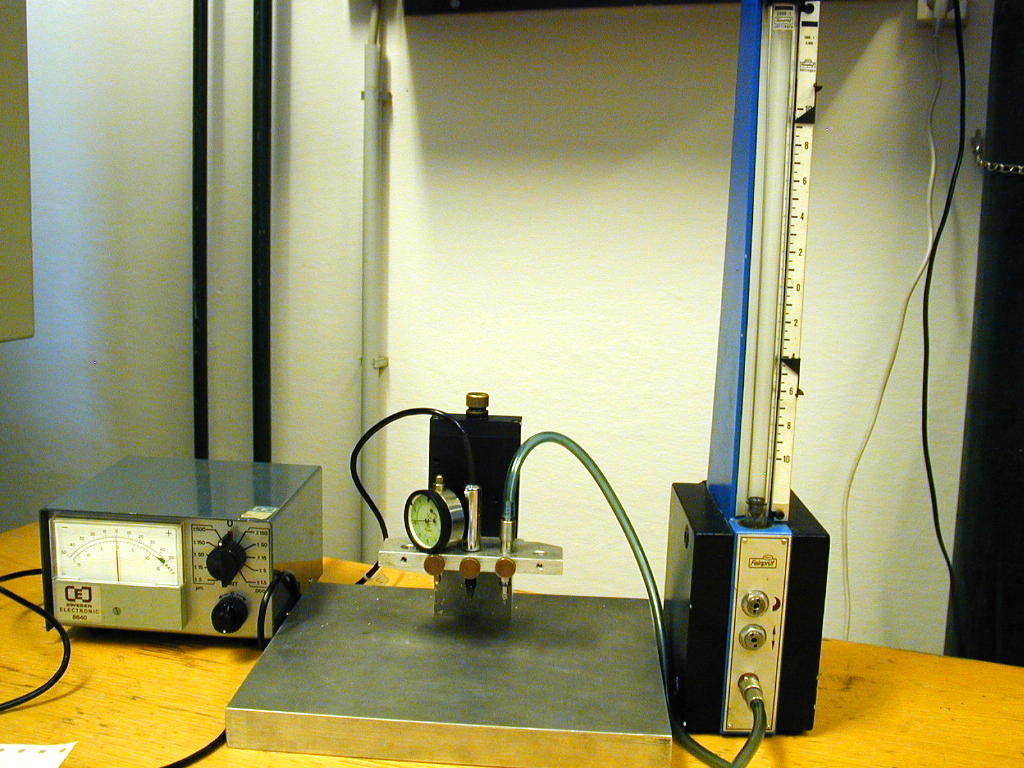
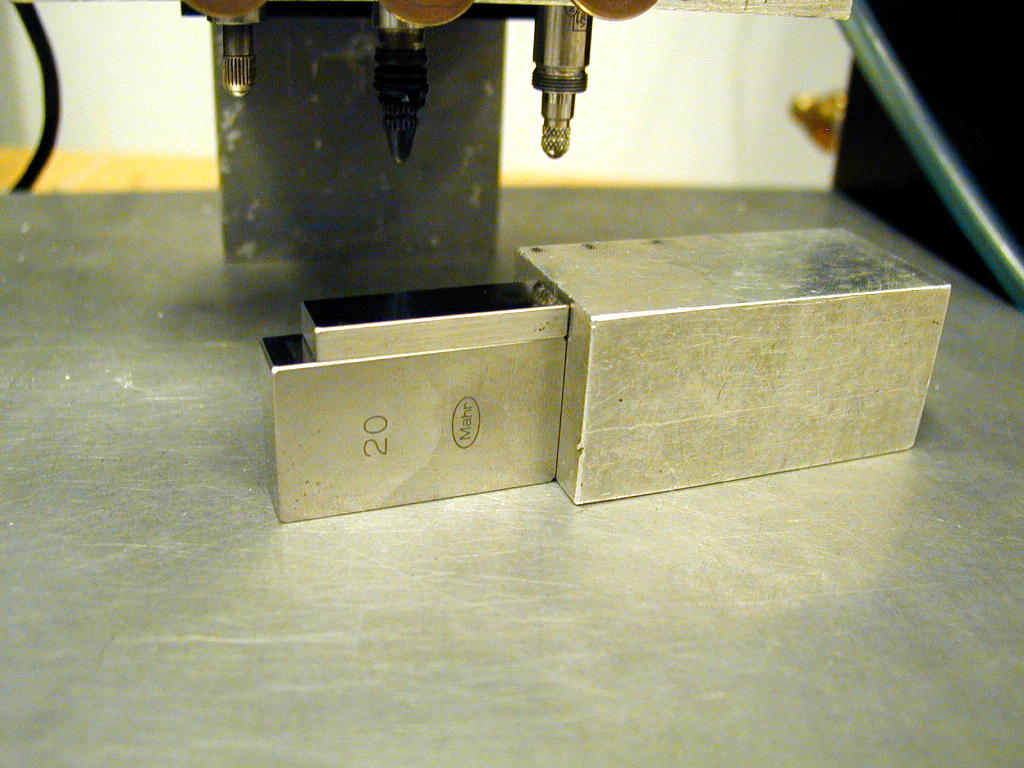
Diese beiden Methoden werden vergleichend verwendet, d.h. dass die Tastspitzen auf einer gemeinsamen Halterung befestigt sind und somit Vergleichsmessungen ermöglicht. Zur Grobkontrolle ist noch eine Messuhr zusätzlich angebracht. Links von der Halterung befindet sich das Anzeigegerät für die induktive Messung und rechts (am linken Bild) für die pneumatische Messung. Auf dem rechten Bild ist die Messung einer Seite eines Alu-Quaders zu sehen. Sowohl induktiv als auch pneumatisch ist die Messung der Gesamtlänge nicht möglich. Daher wird die zu messende Länge mit sog. Endmassen möglichst genau angeglichen und nur die verbleibende Differenz gemessen.


Links oben sieht man das Anzeigegerät für die induktive Messung mit den Messbereichen von +/- 5 Mikrometer aufwärts. Auf dem rechten Bild ist der Satz von Endmassen zu sehen, welche für den Angleich an die ungekannte Länge zur Verfügung stehen.
Pneumatische Messung von Bohrungen und Wellen:
Dazu werden die nachstehend gezeigten Messköpfe an Stelle obigen Messkopfes an das Anzeigegerät der pneumatischen Messung angeschlossen.


Am linken Bild befindet sich der sog. Düsenmessdorn, der durch Verwendung der oberen beiden genau bekannten Bohrungen geeicht wird. Dadurch erhält man 2 Ausschläge am pneumatischen Anzeigegerät. Danach wird der Messdorn in die untere unbekannte Bohrung eingeführt und einfach durch lineare Interpolation der unbekannte Durchmesser errechnet
Am rechten Bild befindet sich ein sog. Düsenmessring zur Messung von Aussendurchmessern. Dazu wird ebenfalls zunächst mit 2 bekannten Durchmessern eine Eichung durchgeführt und danach der unbekannte Durchmesser analog zu oben ermittelt.
Ultraschall Dickenmessung:

Es muss lediglich die Schallgeschwindigkeit des zu messenden Materials eingegeben und der Ultraschallmesskopf aufgesetzt werden. Unter der Bedingung, dass es sich um ein homogenes Medium handelt, wird die Dicke automatisch angezeigt. Zur Sicherstellung einer guten Einkopplung der Ultraschallwellen an der Oberfläche eine geeignete Flüssigkeit aufzubringen.
Messung der Oberflächenrauhigkeit:
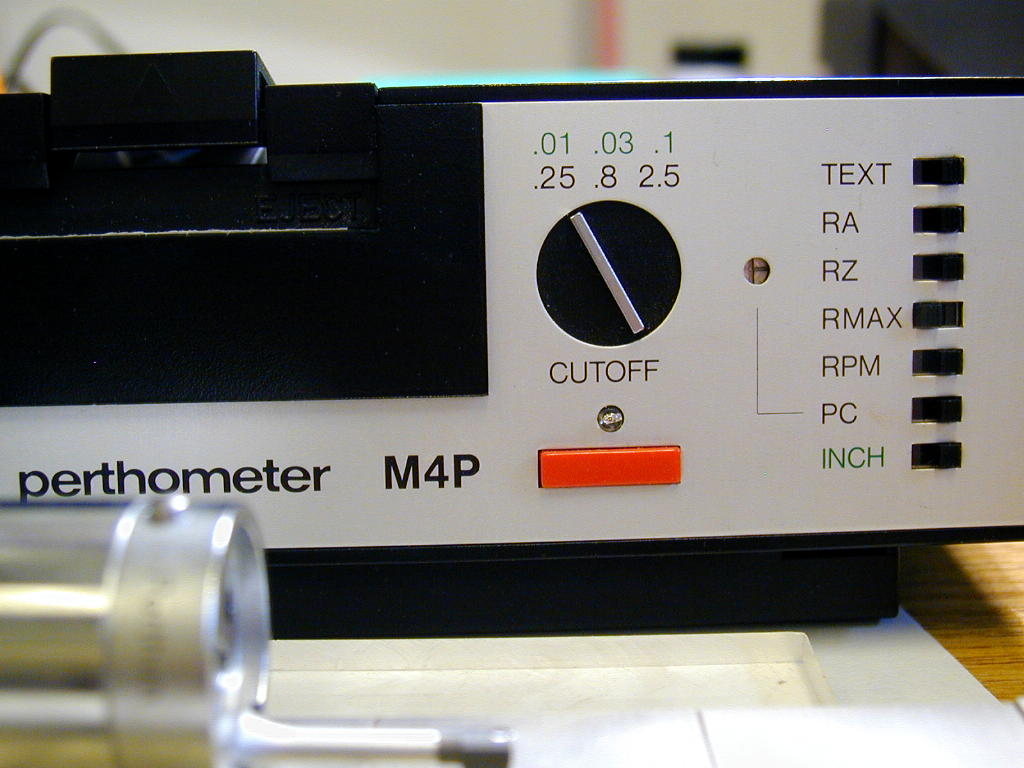
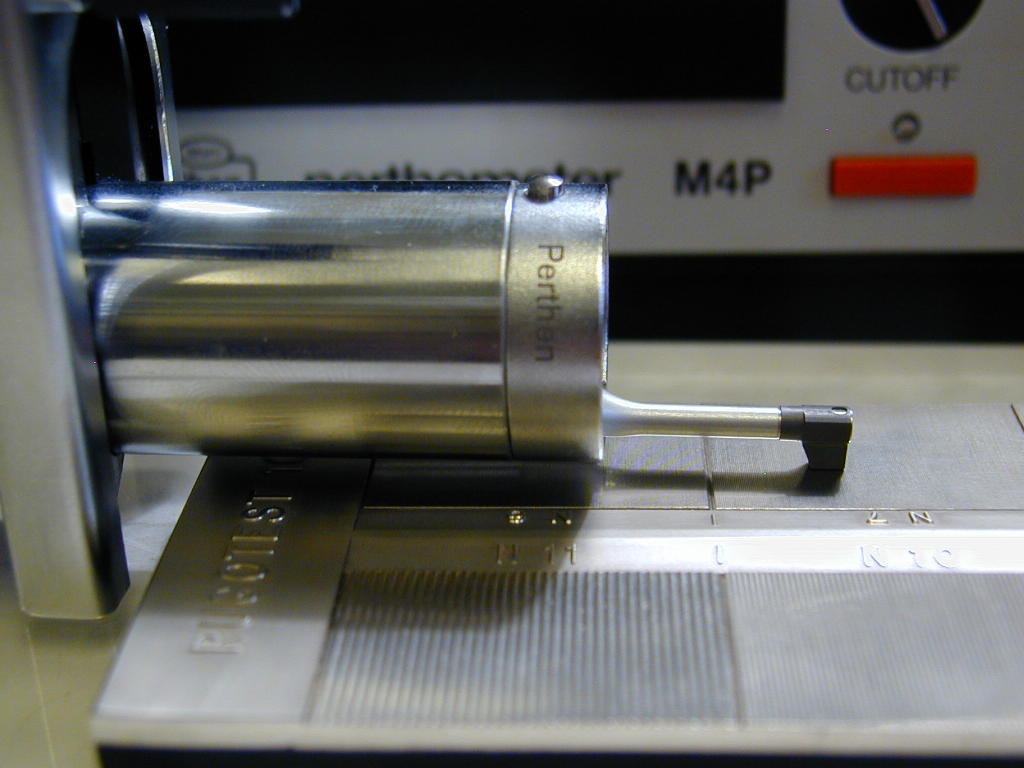
Bei dieser Messung scannt ein sog. Perthometer einen vertikal beweglichen Arm mit einer feinen Tastspitze über die Oberfläche. Die dem Höhenprofil entsprechenden vertikalen Bewegungen werden geräteintern mit induktiven Aufnehmern (z.B. Differential Tauch- oder Queranker) erfasst. Neben der üblichen statistischen Auswertung bietet das Gerät auch die Möglichkeit, das gerasterte Oberflächen Profil auf einem Papierstreifen auszudrucken. Wesentlich ist die sog. CutOff - Einstellung, die eine Art "Grenzwellenlänge" für Oberflächenstrukturen definiert, über der Strukturen nicht mehr, bzw. nur stark unterdrückt, erfasst werden. Mit der Einstellung dieser "Grenzwellenlänge" ist auch gleich die Wahl des Messbereiches verbunden.
Es steht ein ganzes Sortiment verschiedener Oberflächenproflile, welche unterschiedlichen Oberflächenbearbeitungsvorgängen entstammen, zur Verfügung. Ihre Aufgabe wird es sein, für eine Auswahl an Profilen zu Charakterisieren und dabei den Einfluss verschiedener CutOff - Einstellungen zu dokumentieren.